新兴技术在车架制造中的应用
车架在商用车的地位虽然重要,但国内主流汽车厂的发展历程与历史、面临的投资与成本的压力仍决定了大多车架生产仍采用老旧的生产线、生产设备与生产工艺,随着我国综合水平的日益提高,伴随“一带一路”的契机,各大主流汽车厂商积极响应走出去的战略,直面国际市场的白热化竞争,尤其车架的质量在面临复杂的路况与环境,面对国际各类细分市场的不同档次要求,显得越来越重要。车架的生产看似简单,其实面临工业基础的薄弱,又包含冲压、滚压、铆接、焊接、喷涂以及酸洗、抛丸等多种复合工艺,与国际一流品牌的产品仍存在一定的差距。
当前,随着社会的发展、技术的进步,各大主机厂在走出去的同时也互相学习,共同寻求发展之道。北汽福田也一直在积极助推车架行业协会的成立,大力倡导车架相关主机厂、材料供应商及各大工艺装备开发商联合开展技术发展论坛,共同寻求解决之道,促进先进技术的应用,发挥规模采购的成本优势与福田商用车全系列发展的优势。
高强度钢成形技术
商用车使用频率高、能耗高,约占我国汽车能耗的60%左右,商用车轻量化是汽车节能减排的重要手段之一。商用车轻量化主要切入点是车架、车轮及货箱等大量应用热轧板的构件,应降低其使用量,更换更优的高强度钢材料。
商用车的车架是整车的基础、骨架,而汽车大梁是车架中最重要的部件。大梁的材料一般为3~12 mm厚低合金热轧钢板。由于汽车大梁形状复杂,要求材料强度高并且成形性好。目前国内载货汽车都向轻量化发展,车架轻量化尤为明显,因此,车架大梁材料从440L、510L和610L逐步发展到目前700L、750L、850L和1000L等高强度材料。如图1所示,高强度钢的折弯性能已能满足车架大梁折弯要求。目前在国内,700L、750L材料已应用成熟。
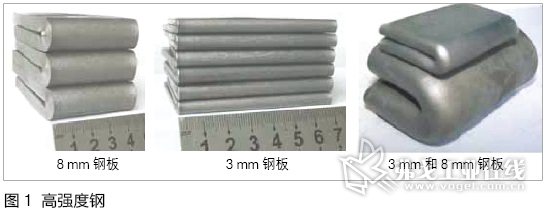
车架大梁使用的高强度钢可在满足车架强度的同时,其材料厚度减薄,车架整体重量下降,但是由于材料强度大,成形回弹大,对成形模具要求更高。针对700L以上材料,传统冷冲压工艺不能保证质量,需要采用滚压或热成形。
在高强度钢日益广泛应用的同时,尤其需要夯实工业基础,形成国家自主有竞争力的材料标准,避免各大厂家的同一种牌号的材料差别较大,影响零部件成形的尺寸精度以及氧化皮导致的模具与零件损伤。
铝合金加工工艺
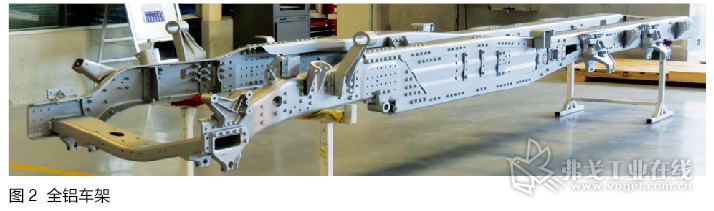
商用车轻量化在使用铝材料方面也在做相关尝试。美铝(Alcoa)集团联合马塔萨(Metalsa)公司共同研究铝合金在车架中的开发应用,并为沃尔沃超级重型载货汽车项目开发了全铝车架(图2),目前已经开发第二代产品,并经过一系列验证及试验,后续将批量生产应用。
在主机厂研发、设计及强度校核等不断分析研究的同时,国内供应商也需要不断开发与研究针对铝产品的新的工艺与技术,包括冲压、铸造、铆接及相应的涂装环保技术,在此方面投入更多的精力,致力于先进工艺的开发,提高各企业的核心竞争力。
纵梁滚压工艺
车架大梁成形工艺有两种,一种是使用传统的冲压机冲压成形,一种是使用滚压机滚压成形。使用传统的冲压机冲压成形对车架大梁材料存在限制,仅能对热轧板成形,对高强度钢成形较为困难,对模具要求高且使用寿命短,由于车架大梁尺寸较大,造成模具尺寸也过于庞大。
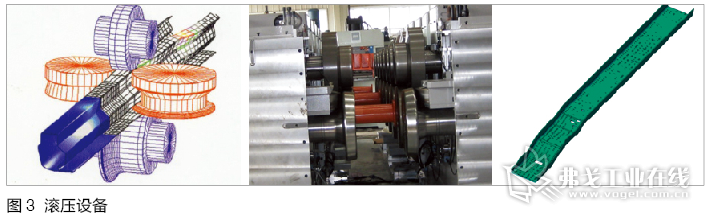
滚压成形技术是一种根据加工材料的种类、需要的截面形状使用滚轮,经过适当的步骤使其变形的工艺(图3)。
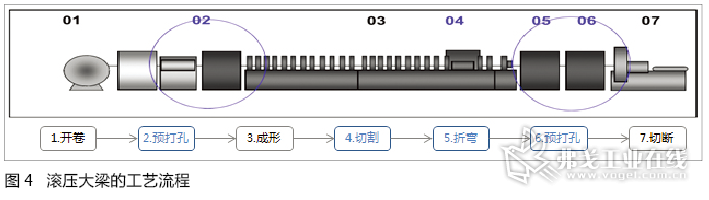
与传统冲压工艺相比,滚压工艺的特点为:①纵梁材料强度高,在高强度材料加工上优势明显。冲压加工材料强度在610 MPa以上回弹不易控制,且对模具要求较高;滚压加工材料强度可达1 400 MPa,有利于实现车架轻量化;②材料利用率高,按需求宽度直接从钢厂定制卷料,材料在宽度的利用率上接近100%;③成形尺寸柔性化,大梁腹面、翼面宽度以及纵梁长度在许可范围内可调,一条生产线上可满足不同产品的生产;④孔位变化易实现,通过与腹面冲或三面冲组合,编程即可实现不同孔位的组合;⑤成形质量较高,滚压成形回弹小,开口尺寸一般可控制在±1 mm左右,纵梁翼面直线度较好,翼面装配质量相对易保证。图4为滚压大梁的工艺流程。
轻型载货汽车纵梁滚压工艺在欧美国家应用较早,设备技术也相对成熟。近几年,由于国内轻型载货汽车的需求多样化和差异化,产品开发种类较多。冲压工艺为适应多品种、小批量的产品需求需要大量投入模具,不利于成本的控制和高效生产的组织。同时近几年国家对超载进行规范,国内重型载货汽车车架线都向滚压工艺发展,如东风、重汽、福田、一汽、江铃、庆铃及红岩等。
虽然滚压工艺应用较早,尺寸精度的控制相对冲压优势明显,但仍需要主机厂联合国内设备开发商共同研究在Z向有变化的变截面纵梁的滚压工艺与装备,提升制造的工艺与水平。
激光打刻防错技术
随着车架零部件模块化的发展,装配难度越来越大,为了防错及提高装配效率,通过镭射激光设备在车架纵梁上对零部件安装位置打刻标记,工人按打刻标识位置和信息安装相应的零部件。图5为激光打刻机对车架大梁进行标识打刻。
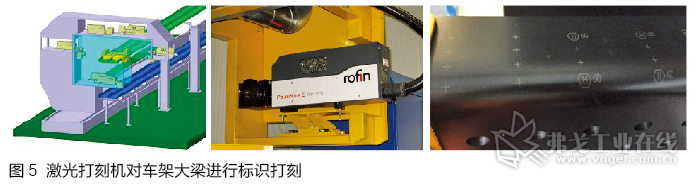
目前奔驰沃尔特工厂在车架工艺上已成熟应用该项技术,该工厂同一平台车架纵梁统一,外形相同、孔全覆盖,不同车型选用相应孔并激光打刻标识。使用激光打刻技术需确保订单与车架PBOM、MBOM一致、准确。
从订单提报到生产交付,需要准确、稳定及可靠的价值链系统,从而提高生产效率,很好地控制零部件的物流与质量,确保生产的均衡、工人的稳定及生产的一致性与可靠性。
车架散件电泳后装配工艺
目前国内大部分车架都采用装配后整体电泳工艺,存在装配贴合面、双层梁夹层无电泳漆膜形成,经雨水冲刷或者在长期处于潮湿的盐雾含量高的环境下,易出现车架夹层生锈问题。散件电泳后装配工艺(图6)可以从根本上解决车架夹层生锈问题,再经车架或底盘装配后的面漆工艺,可实现整体颜色一致、外观良好和防腐性能优良等,提升了车架的防腐性能。

散件电泳工艺与整车架电泳工艺相比,产品通用性强、柔性化程度高。散件电泳工艺在欧美国家应用较早,其中重型载货汽车车架基本全部采用散件电泳后装配工艺。随着产品需求及定位日益趋向高端化,近几年国内市场对车架防腐要求大幅度提升,部分车架厂已采用散件电泳后装配工艺以满足客户需求。
粉末喷涂技术
随着全世界对环境保护要求的提高,对汽车涂装车间的有机溶剂(VOC)排放限量越来越严格。粉末涂料作为无溶剂涂料,属于环保型涂料。高压静电粉末喷涂法是目前汽车行业最常用的一种粉末喷涂技术。
高压静电粉末喷涂法是利用高压静电喷枪使粉末颗粒带负电,借助静电引力吸附至接地的被涂物上,经高温烘烤后固化,最终形成均匀、连续、平整和光滑的涂膜,如图7所示。

高压静电粉末喷涂的技术特点是工件可以在室温下涂装;粉末可回收再利用,利用率达95%以上;无溶剂排放,低公害;设备占地面积小,涂装工序简单;锐边包覆性好,耐老化及耐腐蚀能力强。
目前在欧美国家已有成熟的粉末喷涂线应用于重型载货汽车车架,以满足市场与客户需求。国内也有部分主机厂实现了车架粉末喷涂生产。随着环保意识的不断提高,散件电泳与粉末喷涂联合工艺将逐步在国内中重型载货汽车车架及轻型货车车架生产线上应用,在降低环境污染的前提下提升车架产品的质量,满足客户的使用需求。但采用该技术需考虑标准件的防腐问题,做好装配防护,避免后续磕碰划伤并制定相关措施。
硅烷处理技术
汽车涂装线使用的磷化前处理工艺是目前应用最广泛的金属防腐技术,但磷化液中所含的亚硝酸盐、镍、铬和锰等重金属离子均会对环境造成污染。我国一直在倡导建设环境友好型、节约资源型和创新型社会,磷化处理工艺已不能适应国家对涂装行业的环保要求。
硅烷处理技术是利用硅烷在水溶液中发生水解反应后与金属表面的氧化物等通过缩水反应形成金属硅氧化物吸附于金属表面,然后通过缩合交联在金属表面形成三维网状结构的硅烷膜。硅烷处理工艺为:预脱脂→脱脂→水洗1→水洗2→新鲜去离子水洗1→硅烷→循环去离子水洗2→新鲜去离子水洗3→电泳或喷粉(喷粉前需要烘干工件表面水分)。
硅烷处理技术与传统磷化处理技术相比无锌、锰和镍等有害物质,无表调工序及对应表调剂的处理,可在室温下进行,无须加热,具有参数少和控制简单的特点,不仅简化了工艺流程,还提高了生产效率。
经过多年发展,硅烷处理技术已呈现出替代磷化前处理工艺的趋势,目前已在部分主机厂车架产品上有所应用。
拉铆螺栓技术
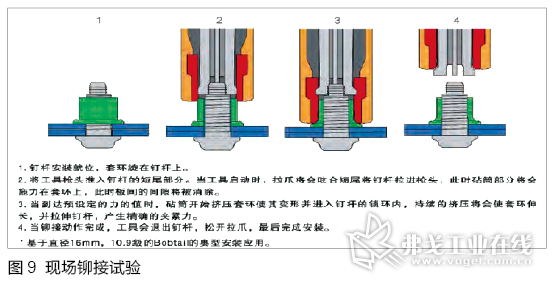
拉铆螺栓又称哈克拉铆钉或哈克(HUCK)螺栓,是利用胡克定律原理用拉铆专用设备将两个接合件夹紧后,将套入的环状套环(或称不带螺纹的螺帽)的金属挤压并充满到带有多条环状沟槽的栓柱的凹槽内,使套环与栓柱严密结合的一种紧固方式。图8为拉铆螺栓铆接过程。

拉铆螺栓兼具螺栓的高强度及铆钉的不松脱的优点,与传统铆接设备相比,装配采用液压工具,具有重量轻、安全可靠、快捷方便、无噪声、质量控制及质量检查方便的特点,但成本高,价格为普通螺栓的3~5倍。
高强度拉铆螺栓是一种替代传统螺栓联接的创新技术,可解决底盘联接容易松脱部位的紧固问题,对提高底盘联接的可靠性有一定作用。目前在国外的重型载货汽车车架上已大范围应用,国内的东风、江淮在部分车型关键位置上小范围使用。
但目前国内大多数厂家因为成本的原因无法大面积进行应用,拉铆螺栓厂家也因为无法形成批量的生产导致生产成本居高不下,因此需要发挥各大汽车主机厂的规模化采购优势,形成合力,共同推动供应商的成本下降。图9为现场铆接试验。
激光在线检测技术
激光在线检测技术是采用激光、视觉传感、图像处理以及计算机控制等技术实现物体空间尺寸及精密测量的新技术,具有非接触、速度快及环境适应性好的特点,可以很好地满足现代工业的在线测量要求,已经成为先进制造领域内的在线测量技术。
国外20世纪80年代的汽车白车身已采用激光在线检测,可100%对质量进行监控,应用较为广泛。在国内如福田H4车身焊装线、一汽解放J6车身焊装线也已应用该技术。
结语
为了适应社会的发展,福田汽车在不断地积极寻找车架生产的新工艺、新技术。虽部分新技术已应用,但仍需要不断与材料、工装、设备和零部件等供应商一起深化合作,共同致力于新技术的研究与推广。
铝合金加工工艺、激光打刻防错技术、散件电泳后装配工艺、粉末喷涂工艺、硅烷前处理工艺、激光在线检测技术与未来的车架自动铆接线等多项技术已列入福田公司的调研项目,随着调研进度的不断深入,相信会有更多先进的工艺、技术应用到车架的生产当中,为业界树立标杆,促进车架生产技术的发展。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖