内外饰|一体式热成形门环方案应用现状分析
文章来源:《汽车轻量化在线》
发布时间:2021-04-26
一体式热成形门环方案应用现状分析,请见详文。
2014年阿赛洛米塔尔公司开发出一体式铝硅热成形门环零件,以1个门环零件取代传统4个零件,通过激光拼焊成整体料片后一体冲压成型,在提升整体轻量化效果的同时保证车身整体刚强度,作为汽车碰撞“安全笼”概念的重要组成部分。
在正碰、侧碰尤其是小角度偏置碰防护中表现优异,可有效应对IIHS(美国高速公路安全保险协会)或C-IASI(中国保险汽车协会)法规,逐渐成为车身结构设计应用趋势。
鉴于热成形门环的轻量化效果及性能优势,自阿赛洛开发出门环后世界范围内已有多个车型使用该技术,在不影响整车性能的前提下,单车可实现减重20%。
因原材料、激光拼焊、模具等高技术及相关专利限制,铝硅热成形门环量产成本较高,裸板热成形门环仍存在较大技术难题,国内车型尚无热成形门环量产实绩。
一、热成形门环原材料及热加工工艺
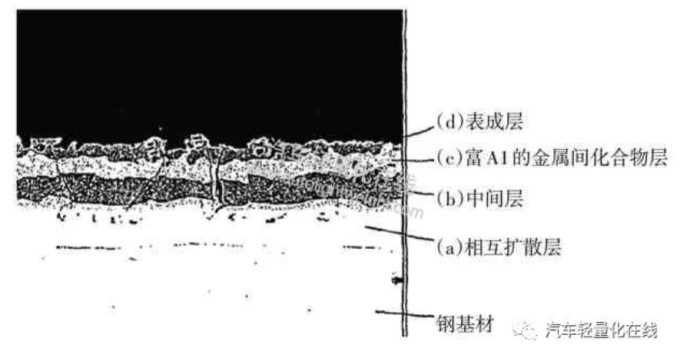
目前已量产的热成形门环材料是在传统22MnB5材料基础上加一层铝硅镀层,后续再热冲压成形达到抗拉强度超过1500MPa强度的材料。
铝硅镀层热成形材料可有效避免热冲压过程的表面氧化,避免增加抛丸工序及抛丸工序对零件精度的影响,具有优异的防腐性能。
但铝硅热成形门环板料价格昂贵,因此只在极少数合资/外资品牌的高档车型才有应用。
因铝硅镀层原材料价格昂贵且具有专利保护,因此,全球范围内均在研究推进裸板热成形材料及裸板热成形门环的应用,裸板热成形材料即原材料表面没有镀层,全球范围内钢厂均可实现稳定量产。但裸板热成形门环的推进,需解决从原材料、激光拼焊到涂装防腐、抛丸精度等全流程难点问题,目前全球范围均无量产先例,挑战巨大。
二、热成形门环原材料及热加工工艺
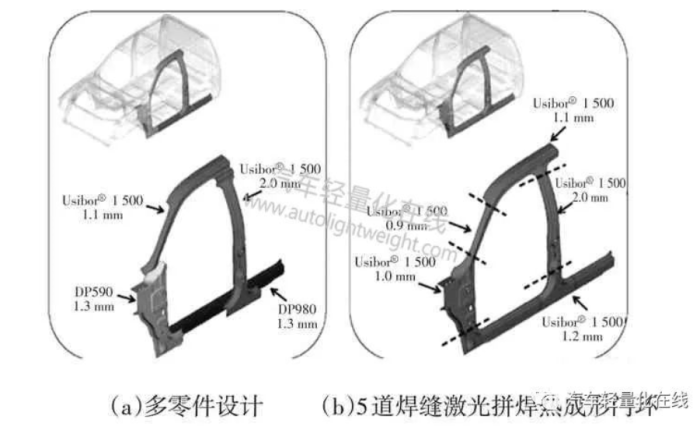
现有非门环方案均采用分件方案,采用2个抗拉强度为1500MPa热成形零件及2个抗拉强度为600MPa 左右的冷冲压零件点焊连接构成。热成形门环4个零件均采用抗拉强度为1500MPa 热成形材料采用激光拼焊工艺连接,对应部位均做减薄处理,实现性能更优并达到轻量化效果。
阿赛洛公司的部分剥离铝硅镀层的激光拼焊工艺技术,在保证焊接性能的同时也能保证零件及焊接接头的防腐蚀性能,具有较强的技术先进性。该技术同样在中国范围内申请了专利保护(图5)。
裸板热成形材料激光拼焊既能有效规避该专利技术,同时在设备投入及人工投入等方面也具有显著优势。针对裸板激光拼焊,国内钢厂开发了无填丝激光拼焊和有填丝激光拼焊2种工艺,无填丝激光拼焊焊接设备投入少,不需要额外的送丝装置,依靠板材的自熔化实现板材的连接;而有填丝激光拼焊则是通过外加焊丝的熔化实现板料连接。
2种激光拼焊工艺验证结果显示,2种激光拼焊材淬火前后拉伸强度均达到母材强度,且淬火前杯突试验都未出现沿焊缝开裂情况,但采用无填丝焊进行等厚板焊接时,由于局部熔体损失导致焊缝轻微凹陷,易出现拉伸沿焊缝位置断裂,而有填丝焊工艺则不存在上述问题。裸板热成形材料有填丝激光拼焊工艺得到成功开发。
三、一体式热成形门环焊缝选择及评价方法
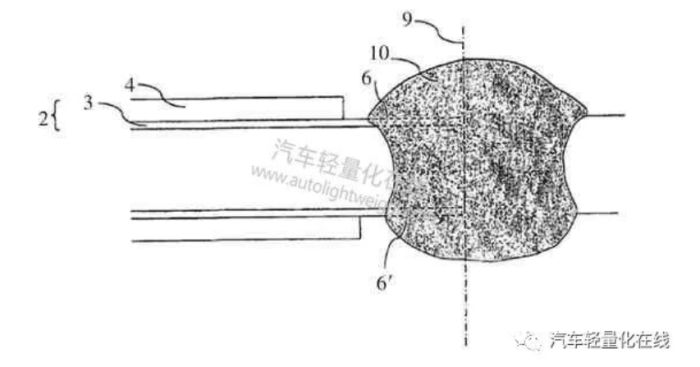
一体式热成形门环应用过程中,需综合考虑门环力学性能、材料利用率、激光拼焊成本等因素,门环可选择2道或多道焊缝,具体与车型设计及结构有关。2019年国内已量产的RDX 铝硅热成形门环采用4 道焊缝(图6),在提升整车侧碰及偏置碰性能的同时,实现减重20%左右,最高减重达6kg。裸板热成形门环焊缝数量及结构同铝硅热成形门环选择要求一致,一体式门环分缝示意图见图7~图10所示。
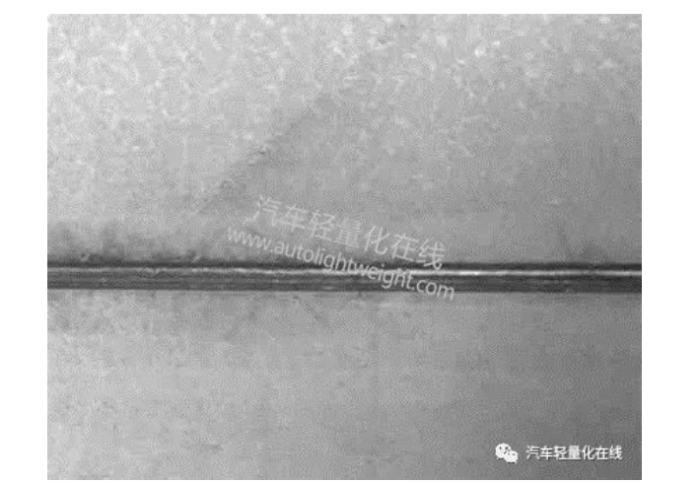
热成形门环激光拼焊焊后技术要求主要包括以下3点。a.激光拼焊板平板淬火前后焊缝区拉伸强度均达到母材强度;
b.淬火前激光拼焊板杯突试验不出现沿焊缝开裂形态(图11);
根据车企现有激光拼焊焊接质量技术要求,同时参考行业内激光拼焊规范以及激光焊接国际质量标准,形成该车型热成形门环板料焊缝质量评价标准,通过该标准,可准确评价焊缝质量是否符合技术要求,同时确保后续门环性能不受焊接性能影响。
四、一体式热成形门环应用难点分析
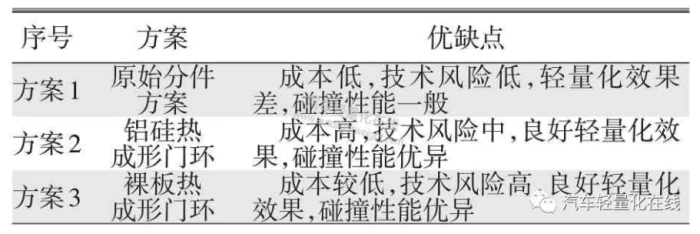
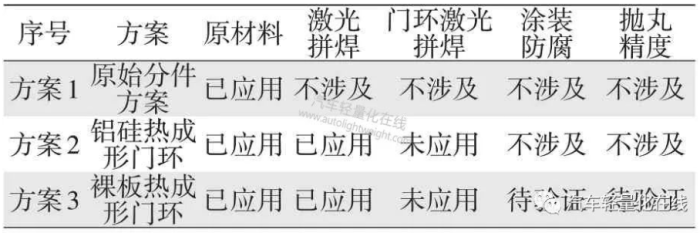
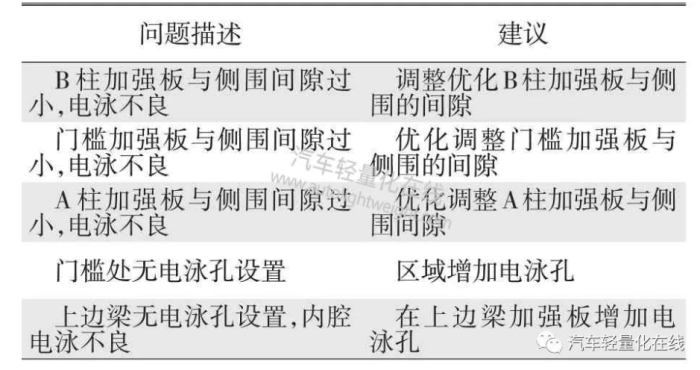
热成形门环相比于传统分件方案在整车刚度和强度上有较明显的提升,特别是应对小角度偏置碰和侧碰均有良好性能表现,但因零件尺寸大模具状态难以匹配、性能调试经验不足、整体精度控制难等问题、在应用上仍有较大难度,主要体现在以下几个方面(表2)。
由传统4~5 个零件整体拼焊为一个零件,对焊接设备、焊接夹具、冲压机床、冲压模具、抛丸设备的尺寸提出了更高的要求。国内车型尚无量产门环,除受限于门环技术外,零部件供应商现有生产能力也较难满足。要开发出大型热成形门环零件,需匹配好原材料供应商及零部件供应商,做好充分调研准备。
铝硅热成形门环因镀层润滑作用,调整好冲压参数,成形难点部位模具需重点研磨解决冲压开裂及起皱问题,后续量产一致性较好。
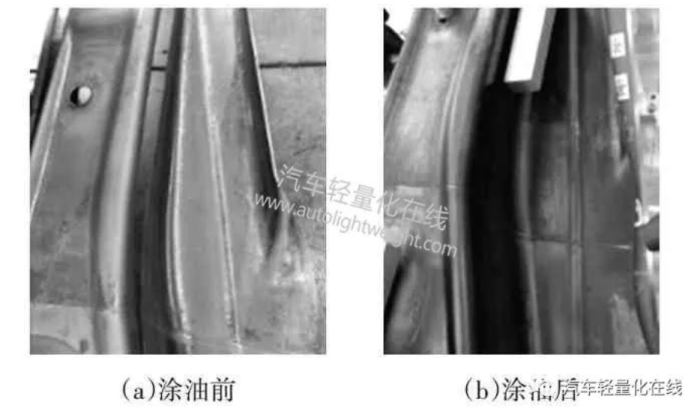
裸板热成形门环板料由于表面无铝硅镀层,摩擦系数加大,零件冲压易在减薄率大的位置出现开裂,此外裸板门环板料冲压还存在粘模现象,出件困难,难以保证冲压连续性,若涂油冲压,则对该问题有一定改善(图12)。
过往车型项目涂装拆解结果表明,在分件方案下,环状区域的门槛内腔、A 柱内腔、B 柱内腔局部部位易存在电泳不良风险,在这些区域通常采用带镀层材料应对,也能达到防腐蚀效果。
*鉴于目前缺少耐药菌株的资料,故不能定义敏感以外的其他类型。如果菌株的MIC值不在敏感的范围内,应当送至参比实验室进行进一步的检测。
作为热成形门环应用的料片准备工序,门环板料激光拼焊过程中因定位精度、焊接质量等问题,易造成门环料片区域性翘曲,量产快节拍更是对门环试片的夹紧及定位装置提出了更高要求。原材料供应商需匹配完善的夹具装置、定位装置、焊缝检测装置、焊后料片检测等设备,保障门环料片的尺寸精度及一致性。
热冲压过程中,零件前期精度保证需匹配工艺参数和精准的模具调试。其中,铝硅热成形门环因表面涂层因素,风险较小。裸板热成形门环在热冲压过程中表面易形成黑色氧化层,严重影响后续焊装质量及焊接强度,需进行抛丸处理。为保证门环精度,后续需持续优化抛丸工艺,确保门环量产精度及一致性。
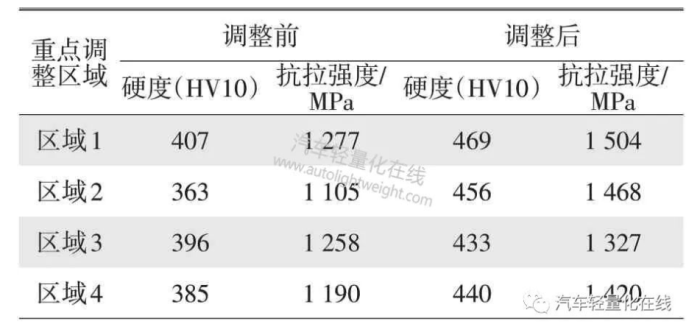
对门环零件上取样开展力学性能、硬度测试,前期测试过程中可能会出现门环存在部分位置强度偏低,可能与冷却速度、模具贴合、保压时间短等因素有关,后期需继续通过研合模具,提高模具与零件的贴合度、调整热冲压工艺进一步改善零件性能。
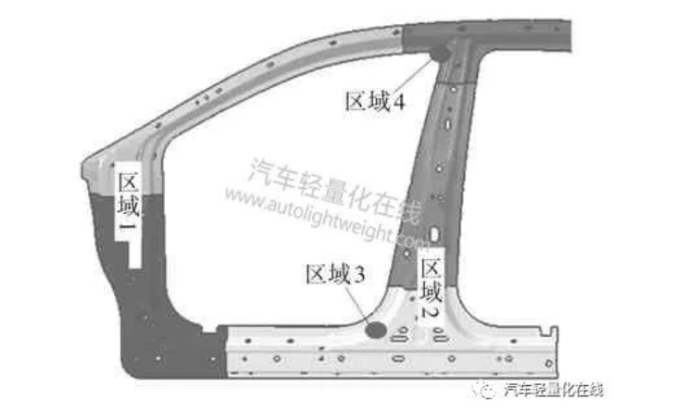
图13以5道焊缝、1500MPa强度级别热成形门环为例,门环上部分区域取样,4处区域对比研磨及调整热成形工艺前后,拉伸力学性能及硬度测试结果均有明显差异,性能差异示例如表4所示。表4 门环工艺调整前后性能对比图(示例)



















获取更多评论