3D 视觉引导解决机器人抓取不稳定问题
一汽- 大众汽车有限公司(以下简称“一汽-大众)”成立30 年来,一直坚持绿色发展,并制定了“goTOzero”战略目标,通过构建全新新能源汽车生态系统,实现电动产品战略升级,迎接电动时代的新机遇。
在新能源汽车及零部件制造的过程中,一汽-大众也遇到了一些问题和挑战,比如在其新能源汽车电池生产线,出现了机器人抓取不稳定的情况。针对这一实际问题,合作伙伴康耐视提出了基于3D-A5060 系列面阵扫描相机的3D 视觉引导解决方案,帮助一汽- 大众最终解决了问题,保证机器人抓取稳定,不再出现生产线停台。机器人抓取电池壳体不稳定,严重影响生产进度一汽- 大众新能源汽车电池生产线实现了高度自动化生产。其中,电池壳自动上料工位采用机器人来实现电池壳体的自动抓取。电池壳装载在来料小车上,每个小车装四层电池壳体,机器人抓取电池壳体,然后放到托盘工装,进行下一步的生产准备。
但是在生产过程中,该工位遇到了严峻的挑战:电池壳来料小车没有精定位,小车上的电池壳每层定位也不是很精确,而且会有高度差,这些问题导致机器人在抓取电池壳时,机器人夹抓会与电池壳发生碰撞,导致抓取不稳定,问题严重的时候,机器人放料时甚至不能完全将电池壳放在托盘工装上,而托盘对电池壳的定位要求很高。
这就严重影响了生产节拍,经常导致生产停台,因此现场经常需要电气人员去处理这些故障,占用人力物力。
经过走访调研,维修工程师了解到,一汽- 大众长春发动机车间应用了3D 视觉技术引导机器人抓取缸体和缸盖,而且一汽- 大众成都发动机车间也应用了同样的技术。据两个车间的现场负责人一致反馈,3D 视觉技术引导机器人抓取非常稳定,应用效果非常成功。于是,一汽- 大众新能源汽车电池车间的维修工程师和电气工程师共同研究之后,决定也增加3D 视觉技术来解决机器人抓取不稳定的问题。
3D-A5060 面阵扫描相机使难题迎刃而解
技术方向确定后,新能源汽车电池车间的工程师们就开始寻找合适的3D 视觉厂家。除了技术稳定性和价格之外,精度要求在0.2 mm 以内,且主要考虑在大众公司有没有3D视觉引导的成熟案例。
在一汽- 大众长春发动机车间和一汽- 大众成都发动机车间成功应用的3D 视觉技术,都由康耐视提供。而且,近几年长春发动机车间和传动器车间也应用了大量康耐视的视觉产品,检测稳定而且供应商能够随时进行现场跟踪和服务,这得到了一汽-大众各车间现场工程师们的一致认可。另外,业内大多数视觉厂家3D 产品只能给出工具坐标,不能给出Bass 坐标,而康耐视既能给出机器人Bass坐标,也能给出工具坐标。
技术负责人联系康耐视沟通了车间的现场环境和需求之后,康耐视及其代理商的工程师推荐了3D-A5060 面阵扫描相机(以下简称3D-A5060)来解决问题。
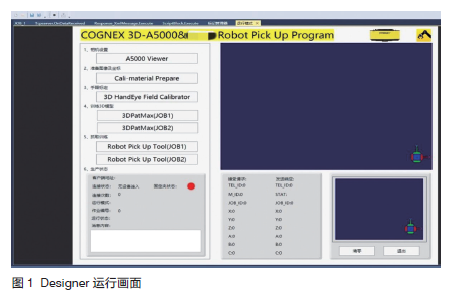
3D-A5060 是专为捕获高分辨率3D 图像设计的面阵扫描3D 相机,它能以高达200ms 的全视野提供3D 点云图像,提供更高的吞吐量和更短的周期时间,再配上业界领先的康耐视3D 视觉工具,3D-A5060 能够解决从装配验证到在线测量和机器人引导的各种应用问题。其Designer 运行画面如图1 所示。
在生产现场的实际测试中, 首先用3DA5060面阵扫描相机与机器人进行手眼标定。配备3D-A5060 的机器人在不同姿态下,围绕相机的3D 标定块运行出6 个不同位置,记录下每个Pose 点的图像和机器人Pose 点坐标,再通过3DHandEyeFiledCalibrator 工具生成一个标定文件。
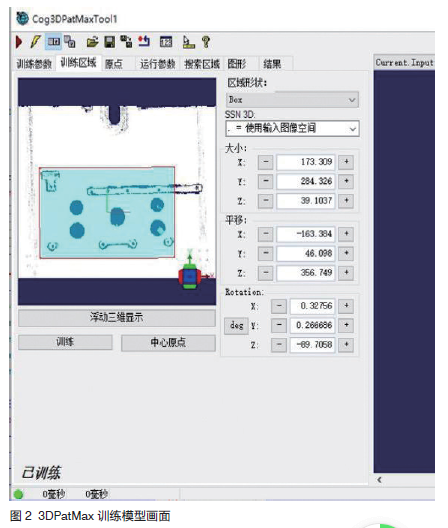
然后在VisionPro 编程软件里加载3DPatMax 工具(图2),训练电池壳3D 模型。加载标定文件后,再输入机械手拍照位置坐标。这样,3D-A5060 便能直接将电池壳位置坐标发送给机器人, 而且3D相机发送的坐标和机器人实际坐标完全一致。经过两天的验证,车间工程师惊讶地发现,3DA5060的手眼标定过程和3D PatMax 模型提取训练的操作流程很简单,运行稳定,而且检测精度也非常高。
工程师们制造了各种问题场景,以测试机器人抓取效果,如将电池壳来料小车位置放偏、电池壳倾斜摆放、改变每层电池壳高度等。面对各种挑战,机器人都能够根据3DA5060处理后的数据,稳定抓取电池壳且精准放到线体托盘工装上。
测试结果让车间工程师们非常满意,于是电池车间就决定引入3D-A5060 来彻底解决生产隐患。检测效果超预期,生产效率显著提升在设备到货后,双方便进行安装和调试。由于机器人是VASS6 标准,与工业视觉的交互信号是固定的通信标准TCP /IP 总线通信方式。于是车间工程师就把标准模板XML 文件提供给康耐视,请他们按照这个模板编写数据交互通信。
一开始通信连接没有问题,机器人很快就连接到了3D-A5060。但是,当机器人给视觉发送第一条命令时,反复测试的结果都是报错,经过双方技术工程师们的不断分析,发现报错原因出在TCP通信服务器解析上面,让品牌各异的机器人与视觉实现解析是比较费功夫的,也很繁琐。康耐视技术工程师耐心研究后最终解析出了机器人发出的每个请求,并能依次进行回复。
在引导检测程序调试稳定后,车间便开始试生产,实际运行效果比测试时还要好,3D-A5060 的检测精度达到了0.1 mm,而一汽- 大众要求的精度是0.2 mm 之内。看到试运行结果,车间工程师又一次被3D-A5060 的出色性能所折服。
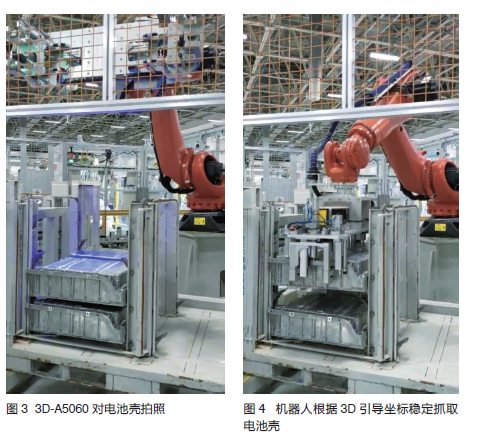
目前,电池壳抓取工位在安装3D-A5060 之后,机器人抓取很稳定,再也没有出现因为抓取不稳定而报警,导致生产线停台的问题。机器人抓取过程如图3 和图4 所示。
电池车间现场不再要求物流人员将来料小车精准地安装到指定位置,工作人员也不需要来检查小车对壳体定位装置是否精确,电气工程师也不用到现场来处理机器人故障,操作人员可以放心地将机器人运行速度设置到最高。
结束语
“3D-A5060 帮助我们解决了最棘手的机器人抓取电池壳不稳定的难题,产品检测的稳定性和检测精度能够完全满足或者超出预期,康耐视及代理商的反应速度和现场服务也得到了我们所有工作人员的高度认可。”电池车间负责人指出。此项目的成功,彻底解决了机器人抓取不稳定的问题,不再出现生产线停台问题,企业也不再需要安排人工处理现场问题,为一汽- 大众节约了大量的人力和物力,大大提高了生产效率,最终效果超出预定指标,值得推广应用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论