车门胶泡问题的解决
通过调查,我们发现当前市场销售的很多车型,在门盖包边处都会有不同程度的起泡现象。例如,某车的车门胶泡(图1)。为了保证和提高新车型的产品质量,杜绝PVC 胶表面起泡现象发生,我们对门盖包边工艺和折边胶涂布工艺做了深入的研究。

我们经过分析和研究认为,PVC 胶表面出现胶泡的机理是由于门盖折边腔内存在空气和水,车身在涂装车间进行烘烤过程中,折边腔内的空气和水受热膨胀将涂布在折边缝处的PVC胶冲出气泡。
胶泡产生的根本原因分析
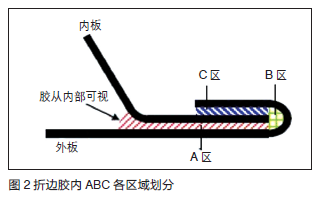
为了分析门盖包边缝处PVC 胶表面产生胶泡的根本原因,我们安排了以下试验对其进行研究,即使用3 种不同折边胶涂布工艺对门盖涂折边胶。三种涂布工艺分别为:①不涂折边胶;②涂布直径为3 mm,距离边缘5 mm 的折边胶;③涂布大量折边胶,且胶大量溢出。每组试验门数量为5 个,涂胶完成后进行包边,经过涂装电泳—烘烤—涂PVC 胶—烘烤一系列工序后,取出进行检测和撕裂试验,具体试验数据见表1,折边腔内ABC 各区域划分如图2所示。试验分析如下:
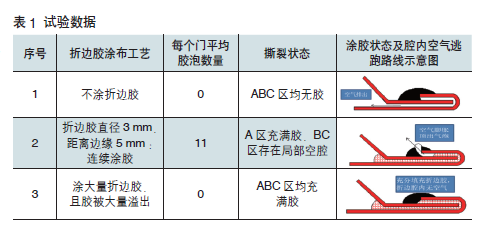
(1)将第2组试验门产生胶泡位置的PVC胶清除,并对门此处包边质量进行缝隙测量发现,部分胶泡出现的位置内外板包边缝隙过大。同时,我们在后续的试生产试验过程中,对焊装包边后的门进行检测并标记好包边缝隙大的区域,经过涂装工艺后发现在标志区域出现胶泡的概率非常高,通过包边质量整改后,胶泡没有重复出现。因此,门包边缝隙过大是门胶泡产生的原因之一。
(2)第3 组试验通过大量涂折边胶,充分排挤出折边腔内空气,折边处PVC 胶表面没有胶泡出现。说明折边腔内在没有空气遗留的情况下,经过涂装烘烤后PVC 表面不会出现胶泡。
(3)第2 组和第3 组试验对比表明:第2 组实验门折边腔内遗留空气,空气经过涂装烘烤后膨胀起泡,说明折边腔内遗留空气是导致胶泡产生的根本原因。
(4)第1 组和第2 组试验对比表明:虽然两组实验门折边腔内都留有空气,但是第1 组试验门折边腔内空气经过涂装烘烤膨胀后,通过内外板间的B 区缝隙排出去了,而第2 组试验折边腔内的空气受折边胶的阻碍不能从其他通道排出,只能从C 区的包边缝处排出,导致PVC 胶表面被空气顶出气泡。因此,折边腔内留有空气,排气通道被堵塞的情况下,折边缝处PVC 胶被冲出胶泡的概率非常大。
试验结果表明:门总成包边后内外板间隙过大和包边腔内留有空气且排气通道被堵塞是导致胶泡产生的根本原因。
胶泡整改优化方案
为了有效解决门盖胶泡问题,我们针对以上试验得出的两个导致胶泡出现的因素,提出以下解决措施。
1. 设备参数整改
针对门包边间隙过大导致胶泡的产生,需对门包边模具和压机压力值进行整改,将包边间隙控制在0.02 ~ 0.05mm 以内。
2. 工艺优化
通过以上试验可知, 门盖包边在完全不涂折边胶和大量涂折边胶的情况下,基本上没有胶泡产生。但是,在现实生产中不可能使用这两种极端的工艺方法指导生产,因为不涂胶会导致车辆门在使用过程中发生内外板窜动;大量涂胶会导致溢胶严重,造成大量辅料和擦胶工时浪费。
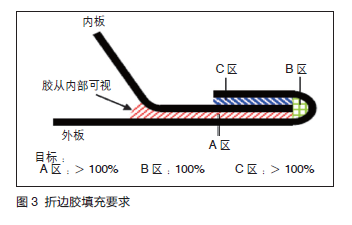
因此,在实际生产中,我们需要寻求一条既满足图3 所示的折边胶填充要求,同时又能避免胶泡产生的折边胶涂布工艺。
为了获得最佳折边胶涂布工艺,我们对特定车型特定门进行了大量试验,试验门在经过涂装车间一系列工序后取出进行检测和撕裂分析,结果可以分成以下三种状态:
(1)涂布折边胶直径大且涂布位置靠近边缘时,包边后折边胶的填充状态如图4 所示,填充状态满足工艺要求,且有少量胶溢出,折边腔内封存有独立空气腔,独立空腔内空气受热膨胀将PVC 胶冲出胶泡。
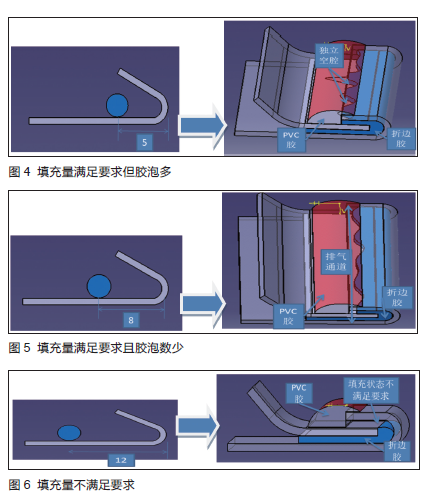
(2) 涂布折边胶直径大小和位置适中时, 包边后折边胶的填充状态如图5 所示, 填充满足工艺要求, 且折边腔内留有空气通道, 腔内空气受热膨胀后通过排气通道排出。
(3) 涂布折边胶直径小和涂布位置远离边缘时, 包边后折边胶填充状态如图6 所示, 虽然折边腔内留有空气通道, 但是填充状态不满足工艺要求。
比较以上三组试验结果,我们最终选择第二种工艺方案为最佳折边胶涂布方案,并且以同样的试验方式对其他门进行涂胶工艺优化,最终取得整车所有门的最佳折边胶涂布工艺。
总结
通过试验分析对比, 我们发现门包边内外板间隙过大和折边腔内空气无法通过排气通道排出,这两方面是PVC 胶表面起泡的主要原因。通过进一步对折边胶涂布工艺和包边间隙的优化,门盖的胶泡问题得到显著改善。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论