浅析涂装前处理线硅烷工艺切换磷化工艺
随着国家对环保的重视,许多汽车涂装线面临着前处理污水排放超标的问题。近年来,以硅烷为代表的环保型前处理工艺日益成熟并在新涂装线上得到广泛应用,表现出无污染、无有害重金属等优点,逐步被行业认可。现在,硅烷工艺切换传统磷化工艺已成为汽车涂装业内老生产线改造的趋势。
工艺分析
从工艺流程分析,硅烷工艺工序更加简单,设备投资费用更低。图1所示为传统磷化工艺,图2所示为硅烷工艺流程。
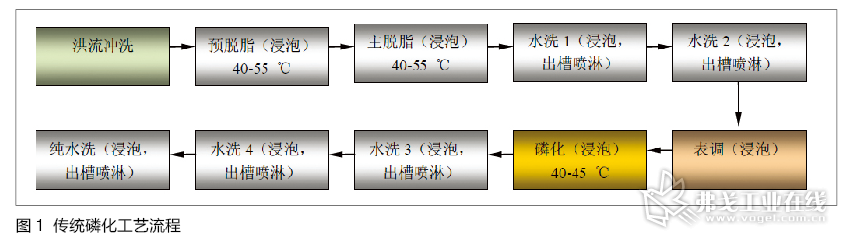
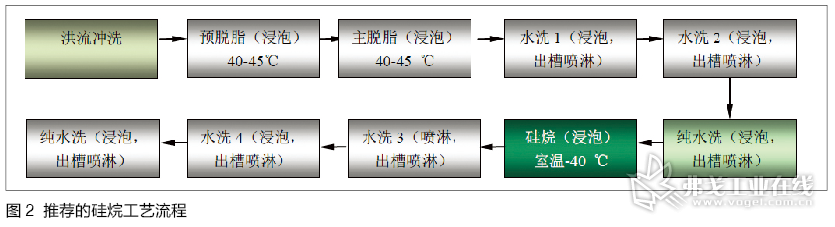
硅烷与传统磷化相比具有诸多的优点:无有害重金属离子,不含磷,无需加温,产渣少;处理时间短,控制简便;可省去表调工序,槽液可重复使用;有效提高油漆对基材的附着力;可共线处理冷轧板、镀锌板和铝板等多种基材。
工艺切换
硅烷工艺切换磷化工艺,一般需要从5个步骤进行开展。
1. 原工艺槽的清洗
切换前,需排净原有的磷化槽(含磷化后水洗槽)槽液、清洗槽体及管路,疏通和清理循环管路。如图3所示,传统的磷化工艺产渣量比较多,斜板沉降塔及管路很容易被堵塞,压滤机工作效率低下。针对此情况,需制定针对性的清洗方案。

(1)槽液排净后,人工对磷化槽、斜板沉降塔进行除渣清理,用80 MPa高压水枪进行反复冲洗。
(2)将磷化循环管路分段拆卸疏通,并采用80 MPa高压水枪进行冲洗清洗,若堵塞比较严重,可适当更换管路。
(3)清洗完毕后,若条件准许,可采用硝酸兑水(1:10)循环清洗8~10 h,保证槽体壁板、管路无磷化渣结晶,清洗后的磷化槽如图4所示。

整个排液清洗阶段历时5天,可以完成磷化工序的除渣清洗工作。另外,需同步对原固态脱脂药剂切换成液态脱脂药剂。切换后的脱脂液体,温度相对原固态脱脂剂下降5~10 ℃左右。
2. 硅烷投槽
首次投槽,所需的硅烷原材料相对比较多。若采用原磷化加料隔膜泵抽液进行投槽,时间相对较长。一般有两种方法进行投槽:一是,原材料厂家会提供流量>30 m3/h的隔膜泵进行抽液;二是,将原材料从辅槽或主槽直接投入槽体内。另外,在投槽前,需在槽内注入一级纯水,纯水与硅烷液的比例为30:1。脱脂投槽的步骤与硅烷基本相同,但不需要采用一级纯水配槽。
硅烷投槽以及槽液参数的调整工作,预计2天时间完成。硅烷投槽后的槽液外观如图5所示。
3. 投槽后的调试及调整方案
(1)首台投槽后的车身试生产状况跟踪。现场跟踪1台白车身,经脱脂、水洗以及硅烷处理后的外观状态。脱脂后的车身表面水膜完整,无油污。如图6所示,经硅烷处理后的车身,整体外观状态良好,车身表面无磷化渣等杂质。从现场车身可以看出,车身经硅烷处理后、进入电泳前,车身表面水膜完整,膜层颜色均匀,在水膜状态下可以看到略微的金黄色。经过电泳后,车身表面光滑、膜厚均匀,无明显外观变化。用划格器对车身附着力检测,均满足1 mm格≤0级的要求。因此,投槽调试工作圆满完成。

经与原材料供应商交流,脱脂效果对硅烷工艺的要求比较严格,若车身表面清洗不净,容易造成出现花斑、不均匀的电泳外观及附着力下降。同时应与电泳工艺紧密相连,如为了保证泳透力和漆膜厚度,需适当降低电泳的一段电压、提高高段电压,对阳极板的位置及电泳槽液的温度等进行微调。
(2)批量生产。经过以上洗槽、投槽和调试工作后,电泳车身表面无电泳印痕、漆渣及花斑等现象,状态良好,便可以进行批量生产阶段。批量生产前,可小批量生产几台车,以观察其状态。
设备改造
将传统磷化工艺切换为硅烷工艺,因设备工作原理大体相同,不需要对设备进行大的改动,只需对一些管路及加料系统进行少量改造,即可满足硅烷工艺的生产要求。
1. 预脱脂、脱脂的加料系统的改造
(1)切换后,预脱脂、脱脂将使用液态脱脂剂,需将原加料泵的罐体去除,泵的吸口直接使用PVC管连接,使其能够直接插入药剂桶中进行加料(参考电泳加料方式)。
(2)对原脱脂加料泵的出口进行改造,对两个泵的出口分别安装3通阀门,并铺设加料管路,使其能够往预脱脂、脱脂槽进行脱脂液A/B剂加料。
2. 脱脂后水洗工位改造
水洗1、水洗2工位各增加一道出槽喷淋,喷淋液使用各自的槽液或后道工序的槽液均可。
3. 表调工序改造
因硅烷工艺无需表面调整,因此表调工艺取消,可将其用作水洗工艺。
(1)将表调槽体改为纯水槽,引入纯水管接口。在纯水总管重新开支管,接管至原表调工序辅槽口处,设置手动补水阀(实现原表调槽能够加注纯水)。
(2)槽上增加新鲜纯水喷淋。增加槽上喷淋管路和喷淋阀组,包含手动阀、气动蝶阀、玻璃转子流量计、管路管件、喷嘴和喷淋旁路等内容;新增气动蝶阀相关电控系统,并入原电控系统,与行车等连锁(实现过车喷淋即开)。
(3)原表调槽与水洗2槽之间增设溢流管,原表调槽槽液可通过溢流管流入水洗2槽(参考脱脂、预脱脂溢流)。
(4)水洗2出槽喷淋改造。建议水洗2出槽喷淋采用改造后的纯水槽槽液。此方案每小时可节省2~3 m3新鲜工业水,也减少了等量的废水排放,同时具备了保护后道硅烷槽液的功能。
4.磷化槽改硅烷槽
(1)板框压滤机滤布更换,孔径小于10 mm。
(2)加料系统供给管路改造。将硅烷槽的加料系统只保留一个加料桶,使其部分药剂能够稀释添加;另一个加料泵的吸口直接安装PVC 管,使其能够直接插入药剂桶中进行加料(参考电泳加料方式)。
(3)纯水管接入(若原来设有纯水管,此改造可省略)。在纯水总管重新开口,接管至辅槽口内,并设置手动补水阀。
(4)增加一台 5~8 L/h加料泵(若原来设有纯水管,此改造可省略)。采购一台加料泵,并安装加料泵支架,新增配管、管件及阀门等至硅烷槽,重新配电并增加电气控制(方便用于滴加硅烷槽液的辅料)。
(5)加料区新增纯水使用点(若原来设有纯水管,此改造可省略)。在纯水总管重新开口,接管至加料区位置,便于药剂的稀释使用。
运行费用对比
若按涂装线年规划产能80 000台计算,每台电泳面漆为100 m2,每天工作16 h(其他如升温等装备工作合计两班16 h),生产节拍为20台/h计。
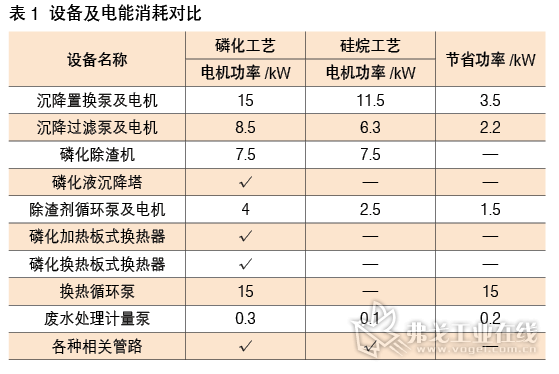
1.设备及电能消耗对比
如表1所示,电机功率共节省约22.4 kW/h。成本计算:22.4×0.83×16×250=74 368元,单位面积节约0.009 3元/m2,按0.83元/ (kW/h)电计。
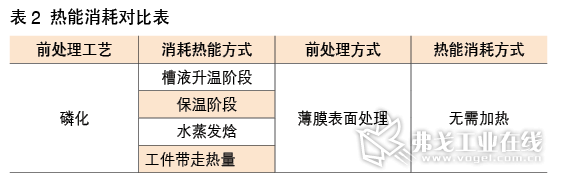
2.热能消耗对比
如表2所示,每年预计节省99.44万元(按每平米节约0.124 3元计)。
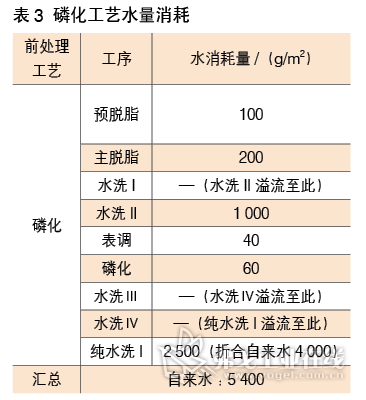
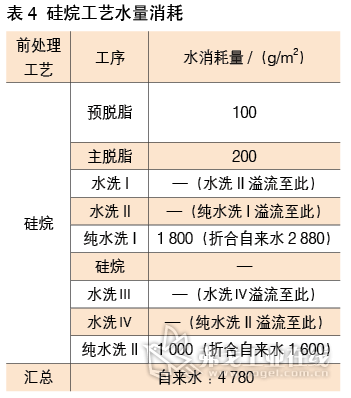
3.水量消耗对比
如表3、表4所示,每年预计节省2.306 4万元(按每平方节约0.002 88元计)。磷化工艺和硅烷工艺的运行费用对比如表5所示,硅烷工艺较传统磷化工艺节省共计约108.782 5万元,每平方米节约费用约0.148 5元。
结语
随着国家对环保要求的提高,环保将成为汽车发展的重要指标之一,硅烷处理工艺与磷化及铬钝化工艺相比较,在工位数量、处理条件、使用成本以及与漆膜附着力性能方面优势明显,并且在环保方面更符合国家要求,能够达到节能减排的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖