总装车间承载式车身底盘合装设备形式分析
汽车生产过程中,总装车间将前悬、后悬和发动机等零部件通过组装形成汽车底盘,并与喷涂完成的车身进行合装,最后经过其他零部件的装配形成整车。
底盘合装以其特殊的生产工艺及复杂性,成为总装车间车辆生产过程中最为重要的环节之一,也成为体现总装车间自动化程度的重要标志。
国内各大整车制造厂承载式车身底盘合装设备形式不一,但主要包含RGV合装、滑撬合装、AGV合装和升降滑板合装四种形式。
RGV合装
1.构成及原理
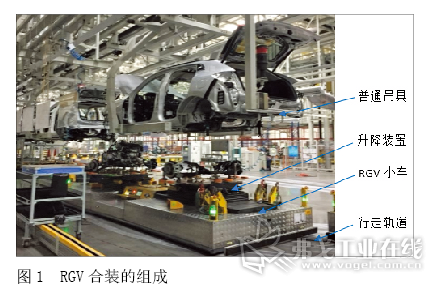
RGV(Rail Guided Vehicle)为有轨制导引运输车,主要由RGV系统和普通吊具组成。RGV系统主要由RGV小车(简称小车)、行走轨道、供电系统和举升装置组成,如图1所示。
原理:运载车身的吊具高度固定,小车通过举升装置将整车底盘上升至指定高度,底盘与车身结合完成车辆的合装。
2.运行形式
RGV合装的运行方式和AGV相似,两种合装形式最大的区别在于RGV小车需要固定的地面轨道作为行走基础,而AGV则通过地面上粘贴的磁带进行导航。
小车通过行走轨道运行至指定上件位置,车间运用特定设备将底盘转接至小车升降装置上方,携带底盘的小车首先进行轴距调整,通过行走轨道运行至底盘线附近,等待车身到位,依靠光靶或光电开关同步技术,当小车上的随行装置捕捉到合装目标后,小车与携带车身的吊具同步行走,并伴随升降装置的上升,举升过程中伴随人员辅助定位调整及螺栓拧紧,完成底盘与车身的合装。之后RGV加速驶离合装区域,进入托盘卸载区,托盘卸载后再次进入指定上件位置,进行下一循环。
合装系统需设置控制台,负责RGV运行中的交通管理,实时监测线体RGV数量及当前位置,并能通过生产管理系统对线体每台RGV下达运输任务。
3.其他说明
(1)非接触式防碰撞装置 在RGV前方设置红外障碍物检测防撞装置,当探测到前方有障碍物或人员通过时,RGV小车会发出报警并停止运行。
(2)接触式防碰撞装置 在RGV的前后左右均设有防撞保险杠,当这些部位与人员或障碍物发生碰撞后,RGV小车会发出报警并停止运行。
底盘举升装置能够自动调节两举升平台之间的距离,从而适应车辆的不同轴距需求;由于RGV有固定的行走轨道,可选择的供电形式较多,目前主流的供电方式为电池供电、滑触线供电和非接触供电三种形式。但结合设备节拍、小车数量及后期维护成本考虑,非接触式供电已成为行业发展趋势。
4.优缺点
(1)优点
①RGV小车行走轨道固定,不受因外界影响导致的跑偏及信号丢失问题;②设备后期维护成本较低;③线体为连续运行方式,增加工艺操作节拍,无工位浪费问题;④RGV小车采用连续供电方式,无须充电,满足24 h不间断运行需求,避免由于小车停运充电造成车辆不足,无法满足生产节拍的问题。
(2)缺点
行走轨道固定,后期改造较困难。
滑撬合装
1.构成及原理
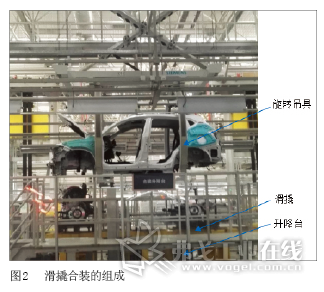
滑撬合装形式主要由升降台、滚床、滑撬、升降吊具和吊具定位装置组成,如图2所示。
原理:携带底盘的滑撬通过滚床输送至合装工位,并通过升降台的上升与升降吊具的下降完成底盘与车身的自动合装。
2.运行形式
携带底盘的滑撬通过滚床输送至合装工位等待,携带车身的升降吊具开始下降,到达指定高度后停止下降,定位装置进行吊具的精确定位。升降台自动进行底盘的举升,举升相应高度后停止,完成车身与底盘关键点的自动合装,合装完成后,吊具与车身自动解锁,吊具下降实现吊具与车身的分离,滑撬携带合装完成的车身迅速前进,驶离合装工位,进入工艺装配工位。
工艺装配段应为间歇运行方式,各工位的操作需要人工完成确认,装配完成后,滑撬携带合装完成的车身进入合装线与吊具线的交接工位,此时升降吊具已在分离工位等待,吊具闭合、升起,实现车辆与托盘的分离。此时空滑撬迅速驶离分离工位,运行至底盘上件工位,进行下一
循环。
3.其他说明
滑撬自动合装需要考虑后悬减振器弹簧对合装工位造成的影响;为适应不同轴距车型的合装,滑撬应配合轴距调整装置同时使用;底盘吊具在合装工位合装时,为间歇运行,即合装时停止滑撬运行;由于滑撬合装为全自动合装形式,因此需要吊具及举升机构能够做到精确定位。
4.优缺点
(1)优点
①全自动合装形式,节省人员成本,提高车间自动化程度;②设备合装使用单独定位装置,定位精确;③设备运行稳定、可靠,不易受外界因素的干扰。
(2)缺点
①设备投资成本较高;②合装形式为间歇运行,存在工位浪费。
AGV合装
1.构成及原理
AGV(Automated Guided Vehicle)为自动导引运输车,主要由AGV系统和普通吊具组成。AGV系统主要由AGV小车(简称小车)、导航系统、充电装置和举升装置组成,如图3所示。
原理:与RGV合装类似,运载车身的吊具高度固定,小车通过举升装置将整车底盘上升至指定高度,底盘与车身结合完成车辆的合装。

2.运行形式
小车通过导航系统运行至指定上件位置,车间运用特定设备将底盘转接至小车升降装置上方,携带底盘的小车通过导航系统运行至车身输送线下方等待车身到位,依靠光靶或光电开关同步技术,当小车上的随行装置捕捉到合装目标后,小车与携带车身的吊具同步行走,并伴随升降装置的上升,从而完成底盘与车身的合装。
另外,控制台要求同RGV。
3.其他说明
防碰撞装置同RGV;底盘举升装置能够自动调节两举升平台之间的距离,从而适应车辆的不同轴距需求;AGV小车需配备全自动充电器,能够实现在线自动充电;AGV合装系统需设置控制台,控制台能实时显示小车数量及运行位置。
4.优缺点
(1)优点
①设备柔性化程度高,由于AGV导航系统为磁导航,地面安装导航磁带,更改运行轨迹时仅需调整导航磁带的位置即可;
②节省空间,小车具有侧向及后向行走功能,节省由于小车拐弯造成的空间浪费;③线体为连续运行方式,增加工艺操作节拍,无工位浪费问题。
(2)缺点
①易受外界干扰,由于导航系统为磁导航,因此容易受外界信号干扰导致车辆跑偏、信号丢失等现象;②供电方式为电池,设备维护成本较高。
升降滑板合装
1.构成及原理
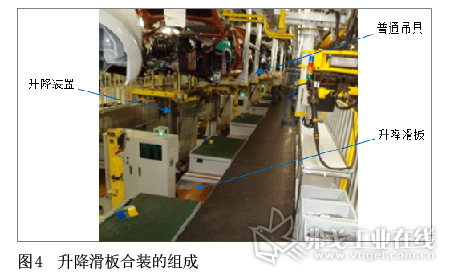
升降滑板合装主要由升降滑板和普通吊具组成,如图4所示。
原理:与AGV合装、RGV合装类似,运载车身的吊具高度固定,升降滑板通过举升装置将整车底盘上升至指定高度,将底盘与车身结合完成车辆的合装。
2.运行形式
升降滑板通过行走轨道运行至指定上件位置,车间运用特定设备将底盘转接至升降滑板上方,携带底盘的升降滑板运行至指定位置,应用光靶或光电开关同步技术,当升降滑板上的随行装置捕捉到合装目标后,与携带车身的吊具同步行走,伴随升降滑板升降装置的上升,完成底盘与车身的合装。
3.其他说明
为适应不同轴距车型的合装,升降滑板应该配合轴距调整装置同时使用;同RGV合装类似,升降滑板有固定的行走轨道,可选择的供电形式较多,目前主流的升降滑板供电方式为滑触线供电、非接触供电两种形式。但结合设备节拍及后期维护成本考虑,非接触式供电已成为行业发展趋势。
4.优缺点
(1)优点
①线体连续运行增加工艺操作节拍,无工位浪费问题;②升降滑板相对较稳定,故障率低,故障维修方便。
(2)缺点
①设备运行线体长,投资成本较高;②升降滑板运行基础复杂,前期规划及成本投入较高,且改造困难,因此此种合装形式各大整车厂应用较少。
结语
综上所述,AGV合装、RGV合装、滑撬合装和升降滑板合装四种合装形式各有优缺点,由于RGV结构简单,组成元件基本为国产标准件,因此设备维护成本低廉;而AGV、滑撬合装和升降滑板合装结构复杂且较多采用进口元器件,价格昂贵。另外,AGV电池维护和磁条更换也有成本支出,在维护成本方面远远高于RGV,因此RGV合装形式更加普遍应用于各汽车厂。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖