汽车绿色涂装技术发展现状浅析
汽车工业作为一个高污染的行业,它在促进经济发展、改善人类生活方式的同时,也带来了严重的环境问题。汽车涂装作为汽车制造过程的四大工艺之一,其工艺过程大量涉及资源、能源的使用及环境污染的排放等问题,是汽车制造过程中的能耗大户和主要污染源。
我国涂装能耗和污染物排放量远高于国际当前平均水平。大多数涂装线VOC排放量在60 g/m3以上,每台车身的涂装能耗和CO2排放量、耗水和废水排放量等是国际先进值的2~3倍,甚至更多。传统的涂装工艺和设备已无法满足当前对于建设“环境友好型、资源节约型”工厂的需求,日益严格的环保法规和标准促进了涂装技术的创新和变革。
当前绿色涂装已在业内形成共识,从材料供应商到装备制造公司再到汽车生产企业,均开始进行新材料、新工艺、新装备、生产智能化和信息化的技术开发和应用研究。
绿色材料和工艺技术
1.前处理工艺与材料发展
当前,无磷前处理技术(硅烷、锆盐和两者复合的前处理技术,如图1所示)开始取代传统的整车前处理磷化工艺,它的处理液中不含P、Zn、Ni、Mn、NO2等有害物质;常温下处理,处理时间短至30~90 s,约为磷化处理时间的一半;沉渣比磷化减少90%左右或无沉渣,单耗大大降低;具有简化工艺(取消表调和钝化工序)和适应多种底材(如冷轧钢板、镀锌钢板、铝材、铜合金等)共线处理的特点。
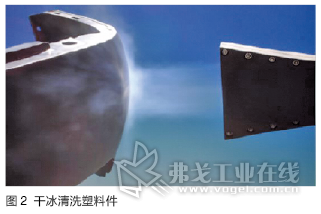
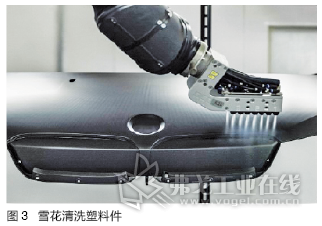
CO2雪花/干冰微粒清洗技术主要用于新能源车的高分子及复合材料车身外覆盖件的清洗工艺,它代替传统水洗或溶剂擦拭前的处理工艺。不使用化学药剂,无废水等污染物产生;系统集成度高,能耗低;清洗参数可调,能够满足不同底材的清洗需求,如图2和图3所示。

2.电泳工艺与材料发展
新开发的高泳透力电泳漆使涂料的泳透力大幅提高,外表面电泳漆膜厚度从18~22 mm 降低到15~18 mm,可降低单车电泳涂料耗量25%以上,具有无铅无锡,低VOC、无HAP,高外观、低粗糙度,满足3C1B、B1B2等面漆工艺要求,可保证喷涂后车身外观质量,还可低温烘烤、减小加热量、烘干温度降到150~160℃,从而减少能源消耗和CO2排放量。
3.面漆工艺与材料发展
底漆、色漆水性化使汽车涂装减少了有机溶剂的使用量,与溶剂型涂料相比,VOC排放量可减少90%以上;高固体分涂料是在获得同样产品性能的情况下,可降低能耗10%以上,以及减少CO2、NOx、SOx和VOC的排放量;3C1B、B1B2等工艺缩短了涂装线长度,降低工艺成本和能源消耗,并且可减少涂料VOC和废气的排放,达到节能环保的目的(图4、图5)。
低温烘烤/UV固化能使车身与覆盖件共线喷涂时,将烘烤温度降至80℃;UV固化可在常温下进行,都将大幅度减少能源消耗及CO2排放;粉末涂装工艺可实现零VOC排放。
4.阻尼垫与空腔防锈蜡发展
水性LASD液态阻尼胶垫除具有优异的阻尼性能外,与沥青片相比,减重30%~70%,降低VOC和甲醛的排放,能使用自动化机器人喷涂,可实现柔性化生产。水性防锈蜡应用简便、环保,可将VOC排放量降低至1 500 mg/m3以下。
绿色节能装备技术
1.翻滚浸入式输送机
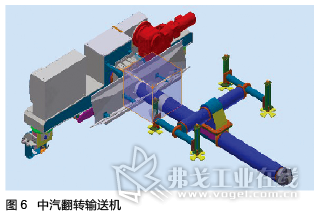
翻滚浸入式输送机用于替代前处理电泳涂装线使用的悬挂浸入式输送设备,能使汽车车身360°翻滚出入浸槽,增加了车身在浸槽内运行的自由度,同时使车身的顶盖外表面朝下,防止气泡及死角产生。翻滚浸入式输送机提高了车身的涂装质量(车身的处理面达100%,车身顶盖外表面的涂膜光滑,颗粒大幅度减少);浸槽和设备长度可缩短20%左右;车身的带水(液)量可由10~12 L/台减少到2~3 L/台,清洗水耗量减少,材料利用率提高。
该技术的典型代表包括艾斯曼公司的E-Shuttle多功能穿梭机技术、杜尔公司的RO-DIP全旋转反向浸入输送技术和中汽工程的翻转输送机技术(图6)。
2.干式喷房技术
干式喷房技术替代传统的文丘里或水旋湿式喷房,用于处理喷房过喷漆雾。由于整个漆雾捕捉过程不用水和不添加化学药剂,排风可循环利用,因此耗水量为零,同时无含漆渣的污水产生,减小了对水资源污染的可能性,还降低了喷房的运行能耗。该技术的典型代表包括高压静电式喷房技术、石灰粉干式喷房技术和纸盒干式喷房技术。
3.循环风节能技术
循环风节能技术是代替传统喷房全新的送风系统,采用喷房排风再处理后重新作为喷房的送风。同时在保证操作安全、漆膜质量和人员健康的条件下,尽可能多地采用喷房排风作为喷房送风源,以达到节能目的。该技术不仅节约了喷房系统能耗,减少了空调设备的初投资,同时能充分利用空调各功能段的工作潜力;保证了喷房温度、湿度的稳定性。该技术的典型代表包括湿式循环风节能技术和干式循环风节能技术。
4.高效节能烘干室技术
高效节能烘干室技术通过对烘干室截面的仿形设计、同时采用输送设备外置、喷嘴仿形排布、底部送风等技术措施,可以对车体难以烘烤的部位进行精准加热,大幅缩短车体难烘烤部位的升温时间,有效突破常规结构及烘干炉的性能瓶颈,既能提升烘烤效果,又能降低热量消耗。由于烘干炉与输送机的联合设计,高度集成安装使得整体轻量化、设备容积最小化,同时减少热量消耗20%,减少废气量排放20%。
5.废气处理技术
废气处理技术是指将大风量、低浓度的有机废气浓缩成高浓度的废气进行焚烧,达到节能减排的目的。汽车涂装车间采用传统溶剂型油漆的废气浓度约为150~350 mg/m3;采用水性涂料的废气浓度约为25~50 mg/m3,均无法达到未来的废气排放标准,必须对喷漆室的废气进行处理。
喷漆废气存在风量大、浓度低的特点,若采用传统直接焚烧处理,设备投资高且运行耗能大。采用“废气浓缩吸附转轮”处理喷漆废气,浓缩处理后的废气可直接排放,高浓度废气高温焚烧(TAR或RTO)排放,既能满足环保要求,也能降低能耗。
6.转轮空气除湿处理技术
转轮空气除湿处理技术主要是对闪干烘房空气进行除湿处理,其可以连续、稳定地进行大负荷的空气调湿运行,如图7所示。
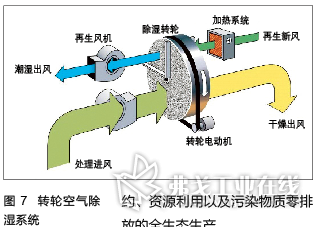
水性漆热闪干设备需要对空气进行除湿处理,目前常规采用冷冻水表冷器除湿,空气湿度可降到10 g/kg,而采用除湿转轮可降到3 g/kg以下。通过大幅度降低新风的含湿量,可在满足工件脱水率的同时,降低闪干烘房的运行温度,取消闪干烘房强冷的使用,达到节能降耗的目的。
涂装机器人的应用技术
机器人技术在涂装车间的大量应用已成为发展趋势,它提高了设备机电一体化的智能程度,替代人工执行高危工作,实现了柔性制造、编程简单灵活的目的。MTBF平均故障间隔时间可长达50 000 h以上,重复定位精度高,可达±0.15 mm,本体防护等级可达IP67。
目前涂装机器人主要包括擦净机器人、涂胶机器人、内部喷涂机器人和外部喷涂机器人等。擦净机器人用于清洁车身表面灰尘和杂质颗粒;涂胶机器人用于车底部、车身内部焊缝密封,以及车身内部隔声降噪等用途;喷涂机器人对车身内部、外部进行喷漆,漆膜烘干后形成保护膜,不同颜色的漆种展现不同个性,同时具备防腐蚀、防刮蹭等功能。
涂装机器人的使用可降低喷房的长度和宽度,保证车身密封、降噪效果,保证漆膜的均匀性,具有减少节拍时间、节省涂料,减少灰尘对涂层的污染等特点,节约人力成本,加速资本回收速度,是更智能、更高效、更柔性的自动化系统,更适应节能环保等特点的绿色涂装技术。
工厂智能化、信息化技术
工厂智能化、信息化技术可纵向贯通企业管理、生产管理、设备管理等全部层级,层级内横向链接,实现了全生命周期、全方位覆盖。
该技术依靠完整清晰的板块划分、强大的数据分析能力、丰富新颖的现场技术、完善全面的检测系统、精确高效的控制方案等特点,改善了管理效率,精简了人力投入,提高了设备利用率,降低了设备故障率,减少了能源消耗,净化了废气排风,从而实现涂装车间节能高效、绿色环保的目的。目前主要的技术平台包括国外的EMOS系统和E-MES智能制造平台,以及国内的一体化智能管控平台。
结语
新能源汽车的快速发展导致车身轻量化的需求日益紧迫。碳纤维复合材料、塑料、铝合金、镁合金、高强钢等多种材料的使用将使传统车身材料发生改变。同时车身模块化结构的普及应用,使外表面涂装的生产方式多样化。在不久的将来,整体的车身涂装(中涂和面漆)工艺可能会被其他工艺所取代。其典型代表如德国的宝马i3生产线,整车碳纤维利用比例高、油漆使用量少、节能环保,易于定制化生产。
绿色节能概念将随着时代的发展而不断深化。将来的汽车工厂及其周边环境会充分符合“环保与再生”的未来造车理念,在生产和加工的过程中注重能源节约、资源利用以及污染物质零排放的全生态生产。
智能数字化工厂技术将逐渐成熟,将来的汽车工厂会全面使用机器人,实际操作人员数量很少,真正地实现数字化、智能化工厂。所有能源、污染源和污染物排放都将得到可视化的监控和量化分析,并能自主决策启动和优化设备的运行状态,将污染可能性降至最低。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖